Menu
Menu
Godwin are renowned the world over for supplying pumps for dewatering and liquids transfer in mining, construction and industrial markets. Part of the $3.8 billion Xylem group, Godwin pumps are in operation in more than 150 countries. Godwin sell pumps as well as maintaining their own fleet of more than 20,000 portable rental units. Having been an industry leader for more than 100 years, Godwin are confident in claiming that their products are the world’s most reliable and the world’s most efficient.
New equipment powered by diesel engines became subject to increasingly stringent legislation regarding the reduction of emissions. Godwin had to meet European Stage IV legislation governing exhaust emissions and this prompted them to commission a new enclosure. Stage IV legislation requires companies to ensure equipment powered by diesel engines, meets specific targets to reduce six common pollutants; particulate matter, ozone, sulphur dioxide, nitrogen oxides, carbon monoxide and lead.
The reduction of emissions has been implemented in stages – the European Stage III and Stage IV are closely aligned with the US standard known as Tier 4. Companies selling new diesel powered equipment had to demonstrate compliance during 2014 and 2015.
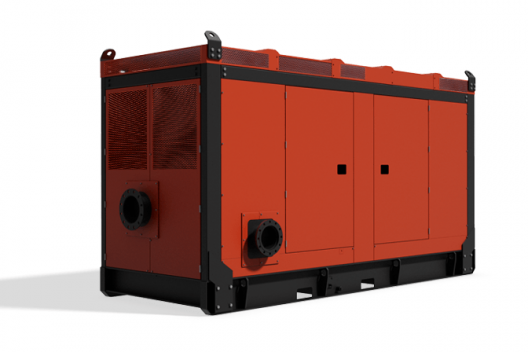
Godwin offer their range of pumps with the option to have the equipment housed in a sound attenuation enclosure. This enables their pumps to be used in areas where noise pollution is a greater concern and improves health and safety for individuals working on-site.
In order to satisfy the emissions reduction criteria, Godwin adopted the latest range of Scania diesel engines. These new Stage IV / Tier 4 compliant engines are more advanced, create more efficient diesel combustion and generate more heat. They also include significantly more technology, requiring enhanced engine control units, additional diesel particulate filters, field smart technology, prime guard, catalytic converters and turbo exhaust systems.
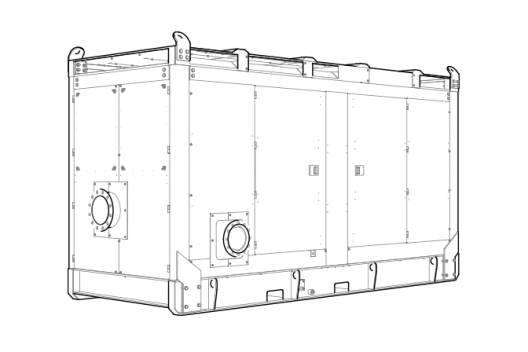
Our challenge was to design and build an attenuation enclosure that performed as well as the enclosures we were already supplying – housing all of the new technology, increasing airflow for the cooling of the hotter engine and ensuring the enclosure performed its primary function of regulating the noise emissions to 65dB(A) at 7m or less.
Amcanu worked closely with Godwin and the engine manufacturer to integrate the new engine technology – including catalytic converters, enhanced engine management and turbo exhaust systems – into the design.
“Our close working relationship with Amcanu has evolved over the years – they really understand the flexibility we need and this lets us be more responsive to our customers.”
Engineering director
Godwin Pumps

Our design engineers worked in close partnership with Godwin and Scania – designing ideal configurations to accommodate the new engines and the new technologies without increasing the enclosure’s size.
The demands on space meant maximising airflow to enable cooling was a real challenge. The new Stage IV / Tier 4 compliant engines are much more advanced than their predecessors, and their increased features generate a lot more heat. Our design engineers worked hard to create the perfect balance between enough insulation for attenuation and enough air for cooling – the team designed and calculated airflows carefully to allow sufficient ambient temperature clearances, improve attenuation levels and maintain optimum engine performance.
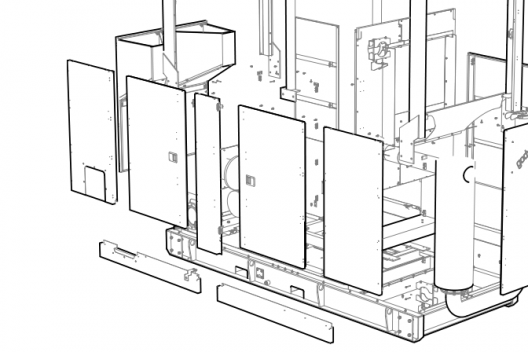
The enclosure could be used in any number of industrial environments and needed to accommodate various engines and pumps. The size of a shipping container and weighing 10 tonnes, replacing parts wouldn’t be easy, so we designed an engine and pump sub-frame with in-built flexibility to accommodate a range of engine and pump configurations.
Key design features that define the quality of Amcanu’s enclosures were retained, including modular components enabling easy access and cost-effective maintenance, lift-off doors and access hatches for secondary fuel tanks and float switches. A fuel tank with internal baffling and a surrounding bund to exceed the 110% regulations ensuring the highest standard of pollution protection. And, a full technical manual was created enabling easy re-ordering and replacement of every part.
After individual design elements were approved, online meetings were hosted for Godwin and Scania to scrutinise our CAD models, prior to digital testing and production. The enclosure was tested for engine performance and regulatory compliance and was given its lifting certification before being delivered to Godwin for final acceptance testing and manufacturer’s certification.




After rigorous testing, the new engine and the Amcanu attenuation enclosure have become part of Godwin’s rental fleet. This new enclosure successfully houses Godwin’s Stage IV / Tier 4 engine and all of the new technology required to fully comply with the latest emissions reduction standard. By increasing the airflow, we were able to cool the higher operating temperature of the engine, while maintaining the engine’s optimum performance. And, despite the enclosure containing more equipment and having greater airflow, we were able to successfully regulate the noise emissions to the target 65dB(A) at 7m or less.
Based on the success of this product, Amcanu are now working with Godwin’s parent company, Xylem, to develop a globalised standard for their new attenuation enclosures.
“Amcanu understood the challenge of Tier 4 compliance and used their industry expertise to make sure that the enclosure meets all the regulations and also retains the key features that make it a premium product.”
Engineering director
Godwin Pumps